-
 Call Us +0757 82252350
Call Us +0757 82252350 -
 Email Us manager@gdboanmachine.com
Email Us manager@gdboanmachine.com
How Does a Servo-Driven Blister Packer Work?——Upgrades for Pharmaceutical Packaging Equipment Under New GMP & Smart Automation Trends

A servo-driven blister packer is an advanced automatic blister packing machine that leverages precision servo motors to control every link in the blister packaging process. For the pharmaceutical packaging equipment sector, which is strictly regulated by GMP standards and accelerating towards smart transformation, this machine is no longer just a "packaging tool"—it has evolved into a core asset that balances "high precision, strict compliance, and intelligent efficiency". By seamlessly integrating material feeding, forming, filling, sealing, and cutting, and combining with smart sensing and digital control technologies, servo-driven blister packers not only achieve high-accuracy packaging and reduced waste but also perfectly meet the new requirements of the latest GMP for pharmaceutical packaging (such as data integrity, process traceability, and pollution prevention). This makes them an indispensable solution for pharmaceutical enterprises seeking to optimize production processes, ensure drug safety, and adapt to the "small-batch, multi-variety" production trend.

The Core Components of a Servo-Driven Blister Packer——Optimized for Pharmaceutical Packaging Scenarios
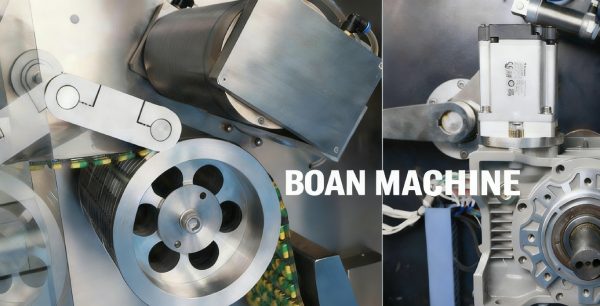
1. Servo Motor System: The "Smart Brain" for Compliant Operation
At the heart of a servo-driven blister packer lies its sophisticated servo motor system—an upgraded core tailored to the strict demands of pharmaceutical packaging equipment. Unlike traditional mechanical systems, these precision motors can execute programmable, complex motion profiles, enabling micron-level control over speed, acceleration, and positioning. This is crucial for maintaining consistent quality in high-volume pharmaceutical production, where even tiny deviations (such as incorrect tablet placement or uneven sealing) can lead to non-compliance with GMP standards.
The servo system typically includes multiple motors, each dedicated to a specific pharmaceutical packaging function: one controls the tension of drug-contact packaging materials (to avoid material deformation and pollution), another regulates the pressure and speed of the sealing station (to ensure barrier integrity), and a third manages the precision of the cutting mechanism (to guarantee uniform package dimensions). Through advanced control algorithms, these motors synchronize seamlessly, not only optimizing cycle times but also recording real-time operation data (such as motor speed, torque, and operating duration) to meet the new GMP’s requirements for "full-process data traceability".
2. Blister Forming Station: Customized for Drug Protection
The blister forming station is where packaging materials (such as PVC/AL composite films that meet pharmaceutical-grade standards) are shaped into cavities— a key link directly related to drug stability. In a servo-driven pharmaceutical packaging equipment, this process is upgraded to be "highly controllable and GMP-compliant":
The station uses a combination of precise heat and pressure (controlled by servo motors) to mold blister cavities into sizes and shapes matching the drug (e.g., oblong tablets, softgels, or miniaturized injections). Servo motors adjust the movement of forming tools in real time, ensuring that every cavity has consistent depth and smooth edges—this prevents drug damage during transportation and avoids "dead corners" that are difficult to clean (a major risk of cross-contamination in traditional forming stations).
A key advantage for pharmaceutical applications is the station’s quick adaptability: by modifying servo parameters via the control interface, operators can switch between blister configurations (e.g., from 10-tablet blisters to 5-capsule blisters) without disassembling mechanical parts. This not only reduces downtime (critical for pharmaceutical enterprises with frequent product changes) but also minimizes human intervention—lowering the risk of manual operation errors and pollution, in line with the new GMP’s "minimize human contact" principle.
3. Product Feeding and Placement System: Precision + Traceability for Drug Safety
Accurate product placement is even more critical in pharmaceutical packaging than in other industries—incorrect positioning of drugs (such as missing tablets or reversed capsules) can directly affect drug dosage accuracy and patient safety. Servo-driven systems excel in this area, with their feeding and placement systems upgraded to integrate "servo control + vision inspection"—a standard configuration for advanced pharmaceutical packaging equipment.
Servo motors drive pick-and-place mechanisms to execute precise, gentle movements, ensuring that drugs (even fragile ones like coated tablets or softgels) are consistently placed in the correct position within blister cavities, with a placement accuracy of ±0.1mm. To further enhance compliance, advanced systems incorporate AI-powered vision sensors that work in tandem with servo motors: the vision system detects the orientation and integrity of drugs (e.g., checking for cracks in tablets or defects in capsules), and if an anomaly is found, it sends a signal to the servo motor to pause placement and trigger an alarm. This "detection + correction" loop not only reduces packaging errors but also records every inspection result (including time stamps and anomaly types) in the database—fulfilling the new GMP’s requirement for "product quality traceability".
The Packaging Process in a Servo-Driven Blister Packer——Upgraded for New GMP Compliance
1. Material Feeding and Preparation: Laying the Foundation for Pollution Prevention
The packaging process begins with feeding pharmaceutical-grade packaging materials into the machine—an initial step that the new GMP emphasizes "must avoid material contamination and deformation". Servo-driven blister packers (as professional pharmaceutical packaging equipment) use an upgraded servo-controlled unwinding system to feed blister films or foils from large rolls. This system not only maintains consistent tension and alignment of the material (preventing wrinkles or misalignment that could cause packaging defects) but also features a "material pre-inspection" function:
Before entering the machine, the material passes through a servo-driven laser thickness gauge and a contaminant detector. If the material’s thickness is inconsistent (which could affect forming quality) or if foreign particles are detected (a violation of GMP’s pollution prevention rules), the servo system immediately stops the unwinding process and alerts operators. Additionally, during preconditioning steps (such as heating or surface treatment to prepare the material for forming), servo motors precisely control the material’s speed and residence time—avoiding overheating (which could release harmful substances from the material) and ensuring compliance with pharmaceutical-grade material processing standards.
2. Blister Formation and Product Loading: Ensuring Drug Compatibility
Once the material is prepared, it enters the forming station, where servo-controlled tools shape it into blister cavities. For pharmaceutical packaging, the precision of servo motors enables two critical upgrades: first, it supports intricate cavity designs (e.g., separate compartments for combination drugs to avoid chemical interactions between active ingredients); second, it ensures consistent cavity depth across all units—preventing drugs from being crushed by excessive pressure or from moving freely (which could cause abrasion).
After forming, the blister sheet moves to the loading area, where servo-driven pick-and-place mechanisms (equipped with food-grade, anti-static suction cups) carefully position drugs into the cavities. The servo system’s "gentle handling" feature is particularly important here: it adjusts the picking force according to the drug’s hardness (e.g., lighter force for softgels, slightly higher force for hard tablets), minimizing the risk of drug damage. Meanwhile, every loading action is recorded in the machine’s data log (including the number of drugs loaded per blister and the loading time)—providing a clear traceability chain for batch audits required by the new GMP.
3. Sealing and Finishing Operations: Guaranteeing Barrier Integrity and Data Integrity
With drugs in place, the blister pack moves to the sealing station—a core process that determines the drug’s shelf life and is a key focus of pharmaceutical packaging equipment compliance. Servo motors control the movement of sealing tools, applying precise pressure (typically 0.2-0.5 MPa) and temperature (adjusted based on the packaging material, e.g., 120-150°C for PVC/AL films) to bond the lidding material to the formed blisters. The accuracy of servo control ensures a consistent seal across the entire package—no weak points that could allow oxygen or moisture to enter (which would degrade the drug) and no over-sealing (which could make the blister difficult to open for patients).
Following sealing, the continuous strip of blister packs undergoes finishing operations, with two key upgrades for pharmaceutical scenarios:
Advantages and Applications of Servo-Driven Blister Packers——Empowering Pharmaceutical Enterprises Under New GMP
1. Enhanced Flexibility and Quick Changeovers: Adapting to Pharmaceutical Production Trends
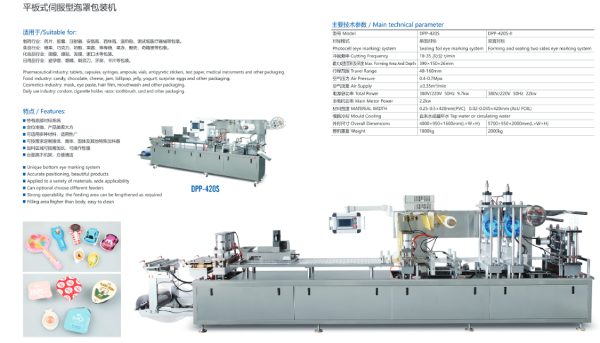
One of the most significant advantages of servo-driven blister packers (as advanced pharmaceutical packaging equipment) is their exceptional flexibility—critical for pharmaceutical enterprises facing the "small-batch, multi-variety" trend (e.g., producing personalized drugs or generic drugs for different markets). Unlike traditional mechanical systems (which require 2-3 hours of mechanical adjustments to switch products), servo-driven machines allow operators to modify packaging parameters (such as cavity size, sealing temperature, and cutting length) via a touchscreen interface.
For example, a pharmaceutical enterprise can switch from packaging 20mg tablets to 50mg capsules in just 15-30 minutes—no need to replace gears or adjust mechanical levers. This not only reduces downtime (increasing overall equipment effectiveness, OEE, by 20-30% compared to traditional machines) but also minimizes the risk of cross-contamination from disassembly and reassembly of parts—directly aligning with the new GMP’s "changeover process control" requirements.
2. Improved Accuracy and Consistency: Meeting Strict Pharmaceutical Compliance
Servo-driven systems offer unparalleled accuracy and consistency in pharmaceutical packaging equipment operations—addressing the new GMP’s strict demands for "process stability and product uniformity". The precise control over motion and positioning ensures that every step (from material feeding to sealing) is executed with high repeatability:
This level of precision not only reduces waste (saving 5-10% of packaging materials and drugs compared to traditional systems) but also helps pharmaceutical enterprises meet stringent regulatory requirements. For example, during FDA or EMA audits, the machine can provide real-time operation data and quality inspection records—proving compliance with data integrity and traceability rules.
3. Smart Integration and Energy Efficiency: Leading the Future of Pharmaceutical Packaging
In the era of Industry 4.0, servo-driven blister packers are no longer standalone machines—they are integrated into the "smart pharmaceutical factory" as intelligent pharmaceutical packaging equipment. Most advanced models support connectivity with MES (Manufacturing Execution Systems) via OPC UA protocols: they automatically upload production data (such as output, qualification rate, and key process parameters) to the MES system, enabling remote monitoring, batch analysis, and predictive maintenance.
For instance, if the servo motor’s load increases abnormally (indicating potential wear), the system will send a maintenance alert to the engineering team—avoiding unexpected downtime and ensuring continuous compliance with production schedules. Additionally, servo systems consume 15-20% less energy than traditional mechanical systems: they adjust power usage based on the operation (e.g., lower power during material preheating, higher power during sealing), reducing carbon emissions and aligning with the pharmaceutical industry’s "green manufacturing" goals.
In terms of applications, servo-driven blister packers are widely used in pharmaceutical scenarios such as:
They are especially suitable for pharmaceutical enterprises that need to comply with the latest GMP, expand production capacity, or launch new products quickly.
Conclusion
Servo-driven blister packers represent a significant upgrade in pharmaceutical packaging equipment technology—blending the precision of servo motors with the compliance requirements of the new GMP and the intelligence of Industry 4.0. For pharmaceutical enterprises, these machines are not just tools to improve efficiency—they are strategic assets to ensure drug safety, meet regulatory demands, and gain a competitive edge in the global market.
As a professional supplier of pharmaceutical packaging equipment, Boan Machinery is committed to providing customized servo-driven blister packing solutions for pharmaceutical enterprises. Our machines not only inherit the core advantages of servo control (high precision, flexibility, energy efficiency) but also integrate GMP-compliant designs (such as 316L stainless steel drug-contact parts, fully sealed servo motors, and tamper-proof data logs). If you are seeking to upgrade your pharmaceutical packaging line to meet the new GMP standards or achieve smart production, please contact us via email at manager@gdboanmachine.com. Our team of experts will work with you to design a solution that fits your production needs, helping you achieve "efficient, compliant, and intelligent" pharmaceutical packaging.
References

 Jinhai Plaza, No. 21, Jihua 5th Road, Chancheng District, Foshan City, Guangdong Province, China
Jinhai Plaza, No. 21, Jihua 5th Road, Chancheng District, Foshan City, Guangdong Province, China  +0757 82252350
+0757 82252350  +8618613054883
+8618613054883  manager@gdboanmachine.com
manager@gdboanmachine.com 






